今年の4月は日程に悩みました。3つの行事を全てこなすか、どれかを諦めるか、











結局10日間実家に滞在することで全て実行できる方を選びました。
どれも私的に捨てがたい事柄だったのです。
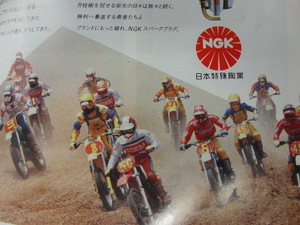
3つの行事とは、全日本モトクロス第2戦3戦九州大会観戦、実家周辺の草刈り、四国モトクロス選手権第2戦徳島大会でした。
全日本の会場であるHSR九州は実家からフェリー込みで4時間くらいの行きやすい距離で
折角なら実家帰省ついでに観ておくべきだろうと思いました。
YZ85エキゾーストのサポートライダーが走るのでリザルトだけでなく現地で戦いぶりを確認することが
目的です。
LIVE配信を見ても上位のライダーしかカメラが撮ってないので全体で何が起こっているかは分からないからです。
結果は2日を通してまずまずの結果で特に最悪のマディだった日曜のレースも大きなミスなく順当な結果が得られた形で、次の大会もさらに上位を狙える可能性を見い出せた2連戦だったと思います。
あとIA1、大倉と横山の日本人がそれぞれジェイを破った貴重な瞬間に立ち会えたのが最高でした。
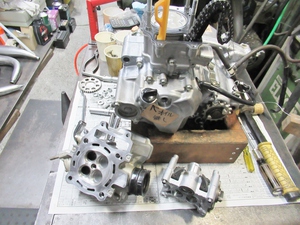
実家の草刈りもひと段落したところで
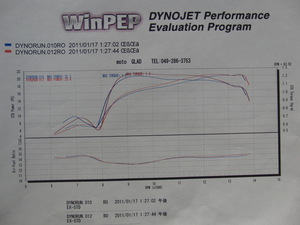
保存用車両2台の動作確認をしておきました。
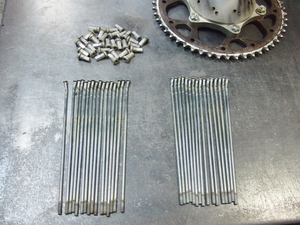
KXは週末の四国選に向けて埼玉で整備してきたので、ここではタイヤ交換くらいです。
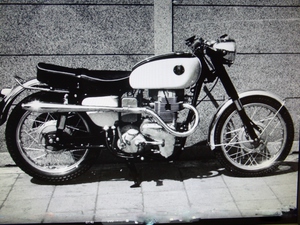
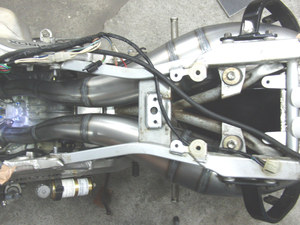
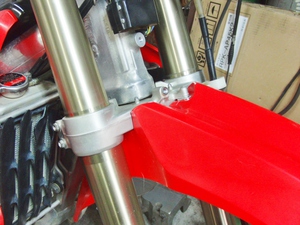
キャブレター最終型の09モデルCRF250R
前後ホイールTGRやXTRIGのクランプなどに組み替えてフロントゼッケン、フェンダーが
2014に変わっているくらい。
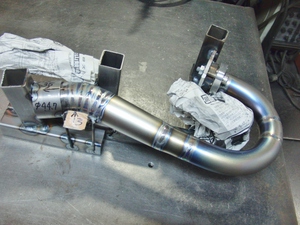
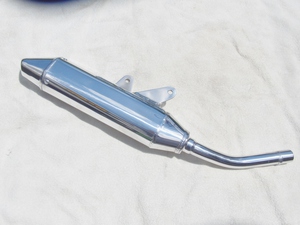
マフラーはツインを外して
シングルマフラー改造して付けてあります。
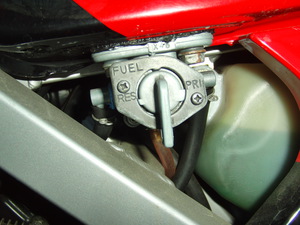
長期保管なのでガソリンは抜いて
始動するときだけ給油するようにしています。
最初空キックでオイルを行き渡らせてからチョーク引いて冷間始動キック1発で掛かりました。
アイドリングも安定していてブリッピングも良好です。これが旧車と言われるようになったらモトクロスコースで走らせることを夢見ています。
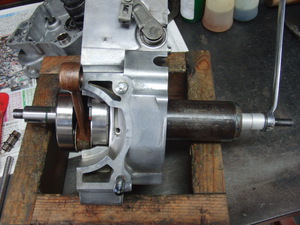
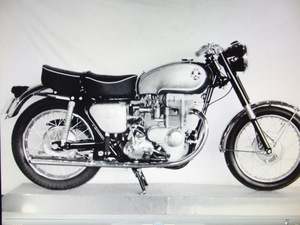
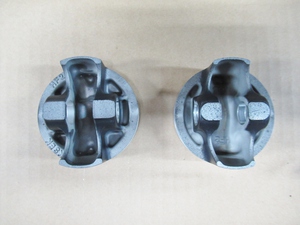
私がMCFAJでフルサイズ復活した最初の車体です。
初期型CRM250Rの2WDですが
フロントドライブのチェーンは押して歩くのに重いので外しています。
前後タイヤの周速差がお互いのタイヤに
ブレーキを掛けるからです。
こちらもガソリンタンクとキャブレターを空にして保管しています。
新しいガソリンとオイルを混合して
チョーク引いて冷間始動キック1発でした。
アクセルレスポンスや白煙の状態も良好で2次エアも吸ってないようなので
異常なしと判断。
再びガソリン抜いて長期保管です。
愛媛滞在中、雨の日が殆どで外出する気が起こらなかったですが
徳島へ出発する前日の金曜日、
奇跡的に好天に恵まれ
前回ツーリングで行ったにも関わらず
濃霧で何も見えなかったUFOラインへリベンジすることにしました。
なので、これが人生初UFOラインの観光です。
ツーリングバイクは積んで帰ってなかったので
自宅のママチャリをキャラバンに積んで
面河ダム経由石鎚スカイラインから行ってみました。
実家からはスカイライン終点、土小屋まで70km、2時間くらいで行けます。
平日なので行楽車両殆どいないのと、UFOライン冬季閉鎖(10月末から4月中旬)解除されたばかりなので貸し切り状態です。幸運でした。
これが皆が知っている有名なアングルだと思います。
カローラのTVコマーシャルに使われたシーンですね。
そのあと全国からここを目指すバイカーさんが急増して行楽シーズン中は大渋滞になっているようです。(ワシ、地元じゃけんね。)
真ん中の奥に見えるのが西日本最高峰
石鎚山の東側ですね。
初めて通る道なのでゆっくり見たいのとクルマ乗ってきたら駐車場もなくUターンは不可能と推察していたので
土小屋の駐車場にクルマを置いて
ママチャリで10kmの工程を散策しながら進んでいます。
これは寒風山トンネル側からの景色です。
道幅は普通車すれ違いは無理なので
バイクで来るのがお勧めですね。
上り坂がきつくて心臓がパンクしそうだったので半分くらい押し歩きです。
帰りは寒風山トンネル方面へ降りてR194
加茂川沿いに西条市へ向かいます。こっち側がUFOラインへは最短ルートですね。
さあ家についたら徳島のレースへ出発です。
2020にKTM350で来た時は雨のレースで2ヒートとも転倒に巻き込まれて
不完全燃焼だったのと
去年は香川スポーツランドでヒート2クラッシュしてリタイヤになってしまったので
今回は2ヒートとも無事に完走したい思いで
やってきました。
土曜の事前練習は小雨で軽いウエット路面でしたが濃霧が山に上がってきて1コーナーが見えないくらいの視界不良。
満足なコース攻略ができないまま
日曜日は快晴という気まぐれな天気ですが
やはりドライがいいです。
四国選では多めな17台出走のナショナルクラス。
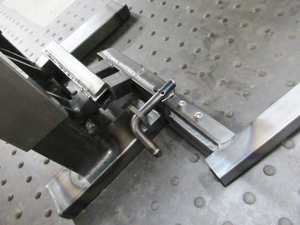
関東では全てのコースに常設のスターティングマシンはありません。
5秒前のボードの直後日章旗が振られるのが合図なので
スタートがライダーごとにバラバラです。
こういうのも地方戦の面白いところかな。
フィニッシュラインのテーブルジャンプ
最終コーナー立ち上がってからのバックストレートは3つのシングルジャンプになりますが、一度もアクセル緩めないで気持ちよく走れます。
固い路面とアップダウンがあってスピードが乗っていて危険なところがない。
上手く造られたモトクロスコースだと思います。
これなら老体でも大丈夫ですね。
若くて速い人も尚よろしい。
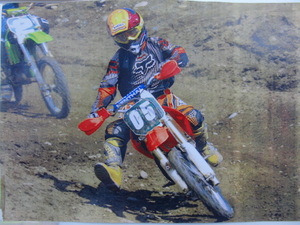
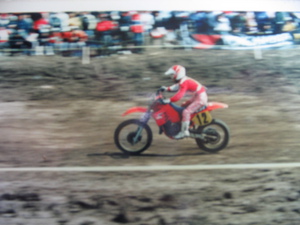
インターナショナルOPEN第1コーナー
短めのストレート、下りながら右タイトターンはタイヤグリップ低めでテクニカルです。
ここで転倒しないように慎重に曲がっていますね。
昨日雨が降ったおかげでこれくらいの
埃で済んでいます。
これ以上だと散水されると思います。
しっかりタンクローリーに水汲んできていますからね。
82年に19歳で四国選走ったのが最後で
ノービス2組の予選をギリギリ通過するくらいのレベルでしたから
学生時代に心残りだったことを
42年経って果たした気分です。
自分より20歳以上若いライダーに負けることはそんなに悲観していません。
わたしより先にチェッカー受けたライダーは四国外から遠征のヤングガイたちだからです。






































































































































































































































































-thumb-300x225-6594.jpg)
-thumb-300x225-6597.jpg)