



第26回日本ものづくりワールドを見るため東京ビッグサイトへ行ってきました。







本田技研早期退職グループのシオハウスさんからお誘いがあり
「怪我で仕事できなくてヒマでしょう。機械要素技術展でも見にいきなさーい」と促され
仕事を投げ打って最終日の今日に間に合いました。
今回は出展社数2230社ということなので8時間かけて見て回っても1社当たり12秒しかかけられません。
広い会場なので全社素通りして歩くだけで終わってしまう出展数です。当然全部見るのは不可能なので
分かりにくい分野を飛ばして興味あるとこだけ厳選してみて回りました。
製造技術の一部だけですが、見たことを箇条書きに説明します。
3D金属積層造形 以前3Dプリンターは実物の材質までは実現できないと書いたことがありましたが、2001年ころにレーザー照射熱で金属の粉体を溶融する技術に成功したらしく、
樹脂を積層して立体模型を作る3Dプリンターと同様に金属粉末を焼成して造形する装置が既に実用化されていました。
偶然にも高専の卒業研究は粉末冶金をやったので、鋳造鍛造と違った金属結合については理解していました。しかし、レーザー溶接とプリンターの技術を導入することでこれだけ自在な成形が可能になるとは夢にも思わなかったことです。
実用化されている部品の一つ
航空機用の主翼に使うフラップのヒンジだそうです。
材質はチタン製
チタン2種でも64チタンでも出来るそうです。
航空や宇宙開発の方が強度と軽量が必要な分野なので、早く導入されたようです。
アルミだとADC1とADC3 ダイキャストと同様です。
ステンレスや炭素を含まないスチール
ブロンズ(青銅)
耐熱材のインコネルや超硬のコバルトクロム
18ゴールドやシルバーも実用化されているようです。
スチールにカーボンの含有が不可の理由は上手く溶け合わなくて欠陥になるそうです。
したがって炭素鋼の3D積層は今のところ不可なので鉄鋼の熱処理品はできないですが
チタンやコバルトクロムで代用すれば、中強度の部品であれば実用可能ということになります。
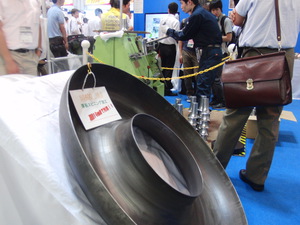
ジェットのノズルみたいですが複雑な集合パイプです。
材質はチタンで肉厚は1mmくらいです。
均一ですごく軽いです。
造形品はCADデータで設計されたものを基にしており、モデリングや金型製作のような工程は一切ありません。
チェーンのように連結された造形も3Dならではの作りではないでしょうか。
粉末の中に浮いた固形物を表現すれば接触していないリング状のものを組み合わせることが出来る例です。
もちろん連結には組み立ても溶接もありません。3D積層だけでできています。
レーザー溶接とマイクロプラズマ溶接
これは画像はありません。溶接痕が見えないくらい小さいので、例えば平板を巻いた円筒の繋ぎ目が見えないくらい滑らかだからです。
最小で0.1mm厚の金属の板を突き合わせ溶接できるというのです。
TIG溶接との違いは、溶接電流10A以下になると溶接できないのに対して1Aの電流でも安定したアークが得られることにあります。しかも熱影響深さが0.1mmという極薄で溶融できるので、焼けや熱歪みが発生しにくいことも上げられます。
微小部分の溶接のため接合部を拡大鏡で見ながらの作業でした。
うちでは0.8mm以下の薄板は難しいので溶接しないですが、レーザーかマイクロプラズマ溶接機があれば出来るかなと思い、値段を聞きましたら
レーザーで1千万円、マイクロプラズマの安いタイプで350万円ということでした。
高度な溶接技術にはお金がかかるということがわかりました。
マシニング切削
今回の機械要素のブースは3Dプリンター関連のものが大半を占めていて、機械切削の分野は影を潜めてしまった感じがしますが、とんでもありません。
超絶切削加工は健在です。
チタンの塊から削りだされた王冠
5軸の加工機を駆使して作られたオブジェですがコストを度外視すればここまで出来る技術力を宣伝したものです。
機械加工ですからワーク(加工物)をチャッキングしなければ切削できません。
ツールの移動する軌跡も不思議ですが
最後の加工ではどのような方法でワークを固定したかが謎のワークでした。
球体のマシニング切削するときのチャッキング方法は教えてもらいましたよ。
これはプラモデルですが、キットの組み立てではありません。
おそらくゴムタイヤも切削ですが
車体もガラスもマシニング切削による
モデルだそうです。
艶出しは研磨です。
ステンレス加工で電顕の筒の部分だそうです。
マイナス10気圧の真空で気密を保つため筒内部にアクセスするツールは全て丈夫なフランジ付きです。
電顕の中で差し込まれたパイプはTIG溶接されています。
穴から手を入れて溶接するそうです。
熟練だねー
ロストワックス







精密鋳造法ですが、ダイキャストより精密な造形が出来ると思います。
鋳造には、NC加工されたアルミの金型で成形されたワックス(ろう)を使います。
後は砂型鋳造と同じ重力で注湯しますが、精密なものには砂より石膏のような鋳型を用いるようです。
これはデモンストレーションですが
戦艦大和のモデルをロストワックス製法でアルミ鋳造したそうです。
充分精密に見えますが出展社さんは「ちょっと出来が悪い」と言っておられました。
いやいや充分でしょう。
エキマニかな
これもロストワックス品です。
造型には3Dプリンター駆使しているのがわかりますね。
鋳造もデジタル技術と融合して進化しているようです。
エキマニ内部も精巧にできています。
これは中子ではなくワックスの造型だと思います。
材質は鋳鉄でした。
ダイキャストも中空の製品には砂中子を使うのですが
これは3Dプリンターで砂を積層して作るそうです。
砂のつなぎはレジンを混ぜて熱硬化させます。
本当は写真撮影禁止の部分なんで、スキを付いて盗撮しました。
塑性加工
ステンレスやアルミ板のへら絞りから
プレス成形の複合塑性加工です。
複数の加工方法を組み合わせることでいろいろな形状の絞りができるものです。
カップの中に入っている球体も絞り加工でこしらえたそうですよ。
製法は秘密です。
へら絞り実演していました。
旋盤のバイトの代わりにへらを押し当てて成形する技法ですが、切り粉が出ないのが特徴です。
手前のデカイ鉄板も絞りで作ったものです。
押し当てる金型の製作とへらを当てる力技の複合です。
ちょっとハイテクから離れて安心です。
ロードレーサーの試作タンク。
量産品のような仕上がりですが
金型が量産より安いZAS型を使った
少量生産向けの工法だそうです。
お金さえ払えばこんなハイクオリティーのタンクができるんですから
アルミ板叩いて作るのが恥ずかしくなってきますが、このタンク1個なんぼで出来るんでしょうか。
材料屋さんのOFAさんは
マフラーの製造も始めたそうです。
値段聞いてこっちの方が安かったら
マフラー作るのやめた方がいいかもしれません。
出展ブースの一部ですがこんな感じで見たことないものが多くて楽しめました。
感想ですが、作りたいものを商談するときに全てのメーカーさんに共通して言われたことがあります。
「CADデータ持って来てくれれば見積もりします」ということでした。
CAD設計が出来ない場合はどこかで頼んで作ってもらえということでした。
うちのお客さんの場合は図面はおろか、作りたい寸法さえ言われないことが殆どです。
ラインナップ品はいいですが、初めて頼まれるときにデータが一切ないのです。
それなので、展示会に出展されたメーカーさんに頼めるのは、自社で設計や製造を行っている
企業さんでないと無理だということ。
だから安価に1個だけ品物が欲しいよ、とか壊れたもの直らないかな、とかいうニーズに答えるためにはうちのような工場が必要かなと思ってしまいました。
本当は札束持って頼みにいきたいのはこっちの方なんですけど、実力だからしょうがないですね。
コメントする